Visão Geral de Início Rápido
Retificação e mandrilamento refinam os furos, mas resolvem problemas de engenharia diferentes. Primeiro, o mandrilamento remove material, endireita o eixo e quase finaliza o tamanho. Em contraste, o brunimento retira mícrones da parede, suaviza marcas de ferramentas e cria a textura de hachura cruzada essencial para anéis e vedantes. Além disso, oficinas que confundem os dois pagam o dobro: em custos de sucata e garantia. Por isso, este guia mostra como funcionam, por que são diferentes e quando vale a pena fazer uma afiação extra. No final, você saberá qual método melhor se adapta aos seus objetivos de tolerância, volume de produção e curva de custos.
Princípios Fundamentais do Processo
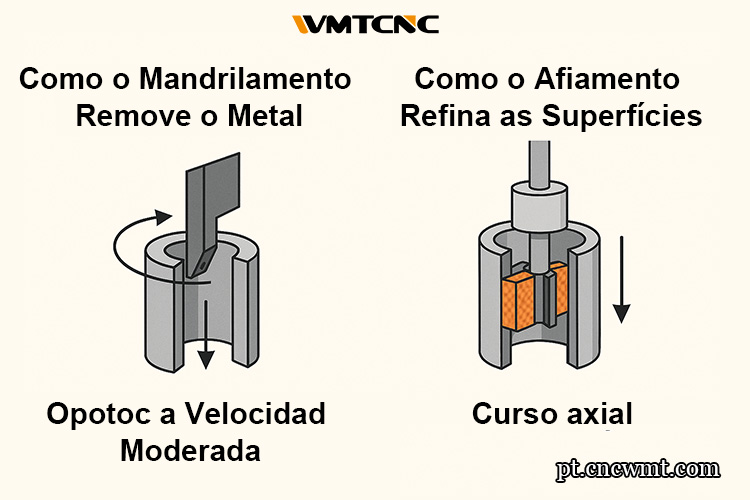
Como o Mandrilamento Remove o Metal
Mandrilamento é quando se faz um furo maior através de perfuração ou fundição. Uma ferramenta de ponto único ou cabeça de mandrilamento gira a uma velocidade moderada enquanto se move para cima e para baixo. A fresa fica num dos lados do furo, pelo que as forças de flexão podem distorcer a barra. É por isso que os maquinistas limitam as relações profundidade/diâmetro ou adicionam hastes de amortecimento de vibrações.
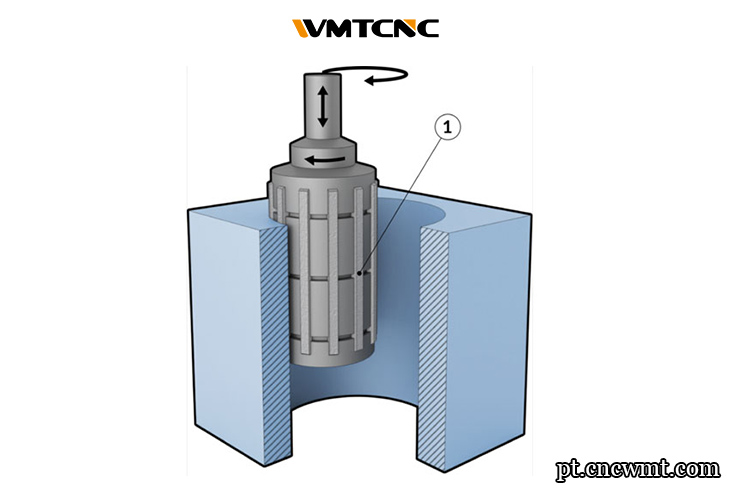
Como o Processo de Afiação Refina as Superfícies
Afiação utiliza uma ferramenta especial chamada mandril expansivo que contém pedras abrasivas. Estas pressionam contra o furo enquanto se movem axialmente. As pedras cortam ao longo de todo o seu comprimento, distribuindo força e calor. Quando se encontram, deixam um acabamento em rede que armazena óleo e reduz a fricção.
Dinâmica da Ferramenta e da Máquina
Forças de Corte e Gestão do Calor
Desviar a barra durante a perfuração, cargas tangenciais; o calor concentra-se na aresta de corte, pelo que se deve utilizar um líquido de refrigeração de alta pressão através da ferramenta. A afiação distribui a sua carga por várias pedras; utilize um banho de óleo para lubrificar e arrefecer, reduzindo a vibração.
Aspectos Essenciais da Arquitetura da Máquina
As máquinas de mandrilar requerem colunas maciças, caixas duplas e mesas rígidas. Em contraste, as máquinas de afiar dependem de expansão servo-controlada e guias lineares. As cargas de torção são modestas, pelo que a área de implantação e o consumo de energia são reduzidos.
Precisão dimensional e integridade da superfície
Onde o Mandrilamento se Destaca?
Se o bloco do motor chegar com os furos desalinhados ou o coletor tiver sido perfurado de forma errada, o mandrilamento pode corrigir a geometria. A fresa rotativa segue um caminho definido, que mantém o eixo no lugar certo. Também pode eliminar as incrustações, a areia de fundição e a distorção da soldadura. Como o mandrilamento é um corte mais profundo, ele redefine o ponto de referência para todas as operações posteriores.
Onde é que a Afiação se Torna Essencial?
Após a perfuração, a forma é afiada até à perfeição. Os anéis de pistão só vedam quando o cilindro é verdadeiramente redondo e ligeiramente texturado. Os sistemas hidráulicos têm de ser muito lisos para evitar fugas nos vedantes. Os actuadores aeroespaciais precisam de um acabamento espelhado para durarem milhões de ciclos. A afiação elimina quaisquer marcas feitas pela ferramenta, corrige superfícies irregulares e evita que fiquem arranhadas.
Análise de Custos, Ciclos e Sucata
| Cenário | Apenas Mandrilamento de Acabamento | Mandrilamento + Brunimento | Afiação Apenas em Pré-fabricados |
| Tempo de ciclo (Ø80 × 120 mm) | 2.4 min | 3.1 min | 1.8 min |
| Custo da ferramenta / 1000 unidades | $120 | $155 | $90 |
| Taxa de refugo típica | 1.8 % | 0.4 % | 0.8 % |
| Garantia de campo PPM | 14 | 3 | 6 |
Quadro de seleção – Três perguntas rápidas

Função: Necessita de aumentar ou diminuir o diâmetro (selecionar mandrilamento) ou melhorar o acabamento da superfície e a retenção de óleo (adicionar brunimento)?
Geometria: A relação elevação/deslizamento (L/D) é superior a 6:1 e a tolerância é inferior a 10 µm? Reúna um furo de desbaste, um semi-furo e um afiador de precisão.
Volume e orçamento: Se o número de unidades for inferior a 2.000, subcontratar a afiação; para volumes médios, utilizar cabeças combinadas; para volumes elevados, dedicar células.
Estudos de Caso do Mundo Real – Lições do Chão de Fábrica
| Produto Final | Ra / Arredondamento Necessário | Melhor Estratégia | Notas Chave |
| Camisa de motor pequeno | Ra 0,2 µm, circularidade 2 µm | Furo + polimento | Afiação de platô para retenção de óleo |
| Bloco do compressor | Ra 1,6 µm, circularidade 5 µm | Mandrilamento de passagem única | Afiação opcional |
| Actuadores de aeronaves | Ra 0,1 µm, circularidade 1 µm | Furar, depois polir com diamante | Medição com medidor de ar |
| Arrefecimento do núcleo do molde | Ra 3,2 µm, retilinearidade ≤ 0,1 mm | Furo profundo BTA | Afiar apenas se a superfície for crítica |
| Cano de arma de fogo | Ra 0,4 µm, torção ± 0,02 mm | Espingarda de botão + polimento de acabamento | Reduz as incrustações |
Fundamentos da Manutenção – Manter a Precisão Viva
| Tarefa | Barra de mandrilamento | Pedras de Afiar |
| Inspecionar a excentricidade | Semanalmente | N/A |
| Verificar o desgaste das arestas | A cada 500 peças | A cada 1500 peças |
| Verificar a concentração do líquido de refrigeração | 6 % de emulsão | 100 % de óleo ou 7 % de emulsão |
| Calibrar a alimentação do servo | Mensalmente | Semanalmente |
Um programa de PM disciplinado custa < $0,05 por peça, mas evita oscilações de refugo de $1.
Tecnologia Emergente – O que está por vir para o Acabamento de Furos?

Afiação Assistida por Ultra-sons
Actuadores piezoeléctricos fazem vibrar as pedras a 20-25 kHz, reduzindo a força normal e a taxa de remoção de material. Os ensaios em revestimentos de ferro fundido reduziram o tempo de ciclo em 22% e reduziram para metade a variação do tempo de platô.
Barras de Mandrilamento Inteligentes
Os giroscópios MEMS e os extensómetros enviam dados sobre a deflexão do fluxo para o CNC. O diâmetro foi mantido dentro de 4 µm (micrómetros) numa estrutura aeroespacial de 600 mm (milímetros) de profundidade. Isto é algo que anteriormente era impossível sem passagens de semi-acabamento.
Células de Furo Híbridas
Centros de fresagem-torneamento vêm agora com cabeças de afiar no fuso. Uma oficina sueca fez tudo isto de uma só vez, melhorando os furos do transportador de cames e reduzindo o WIP em 60%.
Principais Conclusões – Transformar Dados em Decisões
Divisão de funções: Utilize a broca para a geometria e a lima para a textura. Misturá-los na ordem errada pode ser um problema.
Lógica do ROI: Adicionar afiação se o custo de sucata ou garantia por peça for >0,3% do preço de venda; retorno do investimento <1 ano.
Regra do volume: Menos de 2.000 peças por ano: subcontratar o brunimento. 2.000-50.000: máquina combinada. Mais de 50.000: células dedicadas.
Preparação para o futuro: Utilizar interfaces OPC UA ou MQTT para alimentar painéis de controlo da Indústria 4.0. A manutenção preditiva reduz as paragens não planeadas em 40%.
Fator humano: Investir 4% do custo da máquina por ano em formação. As oficinas que fazem isso têm 30% menos problemas de qualidade.
A combinação de mandrilamento de alta rigidez e brunimento de diamante controlado pode alinhar furos, aperfeiçoar superfícies, aumentar o rendimento, prolongar a vida útil da vedação, operação silenciosa e, em última análise, reduzir os custos do ciclo de vida para acabamento de furos de precisão na fabricação.