


1. Como é que o Centro de Usinagem de 5 Eixos Pode Romper o Gargalo da Usinagem de Superfícies Complexas?
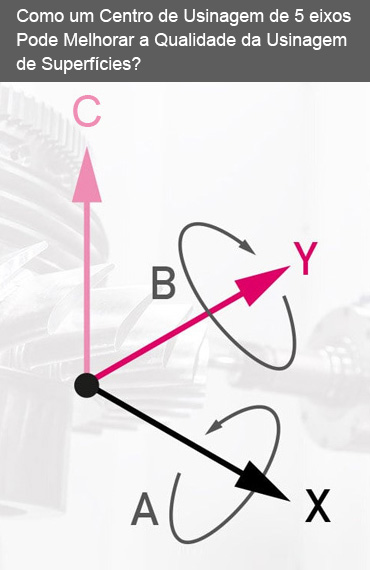
Máquinas de 5 Eixos superam as limitações das máquinas tradicionais de 3 eixos ao fabricar peças de superfície complexas, como hélices aeroespaciais, hélices de navios e turbinas de automóveis. As máquinas tradicionais não conseguem lidar com geometrias complicadas. Máquinas de 5 Eixos oferecem maior precisão e flexibilidade de movimento para cortes mais complexos. Além disso, as máquinas de 5 Eixos proporcionam um melhor acabamento, reduzindo a necessidade de retrabalho.
- Tool interferência: Quando se maquinam estruturas de cavidades profundas, a haste da ferramenta embate frequentemente na peça de trabalho, o que acaba por se traduzir numa taxa de desperdício de até 35%.
- Speed flutuações: as mudanças na curvatura da superfície fazem com que a velocidade de avanço flutue em mais de ±20%, o que leva a marcas de vibração.
- Surface defeitos: a velocidade linear zero da superfície inferior da fresa de topo esférico produz marcas de escamas de peixe (Ra>1,6μm).
2. Como é que se Consegue uma Estabilidade Extrema da Velocidade de Processamento?
2.1 Como é que o Sistema de Acionamento elimina a Histerese de Movimento?
| Soluções Técnicas | Três Eixos Tradicionais | Cinco Eixos Efeitos de Otimização |
|---|---|---|
| Método de Transmissão | Fuso de esferas + caixa de velocidades | Motor linear de acionamento direto |
| Velocidade de Resposta | Aceleração 0.3g | Aceleração 2.5g |
| Folga | 0,01 mm | 0,000mm (sem transmissão mecânica) |
Eis um exemplo de como se faz: depois de uma fábrica de lâminas de aviação ter mudado para uma máquina-ferramenta de cinco eixos com motor linear, a ranhura da raiz da lâmina passou de 1200 mm/min para 4800 mm/min e a ondulação da superfície diminuiu 72%.
2.2 Como é que o Sistema de Controlo Responde a Alterações Súbitas na Trajetória?

Otimização global orientada para o futuro:
O software CAM gera i-code para suportar a programação prospetiva contínua de até 8.000 linhas.
Transição suave da curva de velocidade/aceleração para eliminar os impactos nos cantos.
Interpolação NURBS dupla:
Ajuste simultâneo do ponto de ponta da ferramenta e do vetor do eixo da ferramenta a uma curva spline de quinta ordem.
Taxa de flutuação da velocidade<±2%, taxa de alteração da aceleração<0,1g/s.
3. Como é que se Consegue um Acabamento Espelhado?
3.1 Como é que a Tecnologia das Ferramentas de Corte inova a Qualidade de Corte?
| Tipo de Material | Inovação em Ferramentas de Corte | Melhoria da Qualidade da Superfície |
|---|---|---|
| Liga de Titânio | Fresa de topo de ponta esférica com aresta ondulada | Ra reduzido de 0,8μm para 0,4μm |
| Liga de alta Temperatura | Fresa de topo de milho com arrefecimento interno | Temperatura de corte reduzida em 200 ℃ |
| Material Composto | Fresa cónica com revestimento de diamante | Altura da rebarba <0,01 mm |
Pontos-chave do Processo:
Utilizar a fresagem lateral com uma inclinação de 10-30° para evitar o corte a velocidade zero na superfície inferior.
Alimentação em espiral em vez de corte vertical descendente para reduzir a vibração de impacto.
3.2 Como é que os Parâmetros do Processo são Combinados de Forma Inteligente?
Base de dados para corte:
Armazena até 5.000 combinações de parâmetros de material-ferramenta.
Recomenda automaticamente a velocidade/alimentação óptima (erro <3%).
Sistema de monitorização online:
O sensor de emissão acústica detecta o desgaste da ferramenta em tempo real.
Compensa automaticamente o desgaste da ferramenta (precisão de 0,001 mm).
4. Como é que os Problemas da Indústria São Resolvidos pela Tecnologia de 5 Eixos?
4.1 Aeroespacial: Revolução na Eficiência do Processamento de Impulsores
Processo tradicional:
São necessárias 5 configurações, erro acumulado de 0,12 mm.
Ciclo de processamento de 72 horas, 8 ferramentas utilizadas.
Solução de 5 eixos:
Processamento de 5 lados efectuado numa única configuração.
Tempo de ciclo reduzido para 28 horas, 3 ferramentas utilizadas.
Precisão do contorno da lâmina de 0,015 mm (melhoria de 300%).
4.2 Construção naval: Hélice: Avanço na precisão
Dificuldades técnicas:
Diâmetro > 8m, controlo da distorção da superfície da hélice em liga de cobre.
Marcas de ferramentas de processamento tradicionais óbvias (altura > 0,1 mm).
Inovação em cinco eixos:
Processo de fresagem trocoidal para obter um corte contínuo.
Rugosidade da superfície Ra 0,8μm, precisão do perfil ± 0,05mm.
5. Como é que a Tecnologia Inteligente Promove a Evolução da Maquinação de 5 Eixos?
5.1 Como é que o Gémeo Digital Prevê os Defeitos de Maquinação?
Sistema de Máquina-Ferramenta Virtual:
Restaura 1:1 o modelo cinemático da máquina-ferramenta física.
Aviso prévio de 48 horas de riscos de interferência da ferramenta.
Caso de aplicação: teste virtual de uma caixa de turbina para uma empresa automóvel antes da maquinagem para evitar 17 colisões potenciais.
5.2 Como é que a IA Optimiza os Parâmetros de Maquinação?
Motor de Aprendizagem Profunda:
Analisa mais de 100.000 registos de maquinação para construir um modelo preditivo.
Oferece recomendações em tempo real para os melhores parâmetros de corte (tempo de resposta: < 0,1s).
Dados de Resultados:
Eficiência de usinagem aumentada em 25%.
Vida útil da ferramenta aumentada em 40%.
6. Tendências Futuras em Centros de Maquinação de 5 Eixos
Design modular: os fusos do motor de troca rápida permitem o torneamento e a fresagem combinados (tempo de troca < 15 minutos).
Estrutura em fibra de carbono: 40% de redução de peso da base da máquina, 50% de melhoria na resposta dinâmica.
Sistema de medição quântica: controlo de feedback de precisão ao nível nanométrico (resolução 0,1nm).

