



1. Introdução: Usinagem CNC na Indústria Moderna


A usinagem CNC (Controle Numérico Computadorizado) representa um componente crucial da Indústria 4.0, o paradigma prevalente na fabricação impulsionado pela Internet das Coisas (IoT), análises de dados e automação avançada. O uso de trajetórias de ferramentas definidas por G-code permite que as máquinas CNC alcancem precisão, repetibilidade e eficiência sem precedentes. Dois pilares fundamentais da tecnologia CNC, a fresagem e o torneamento, desempenham papéis complementares em oficinas ao redor do mundo. É imperativo compreender as intrincadas temporais e metodológicas inerentes à implementação desses processos, pois esse entendimento é instrumental na redução dos tempos de ciclo, na minimização de desperdícios e na satisfação de tolerâncias rigorosas.
2. Fundamentos da Fresagem CNC
2.1 Processo e Dinâmica da Ferramenta
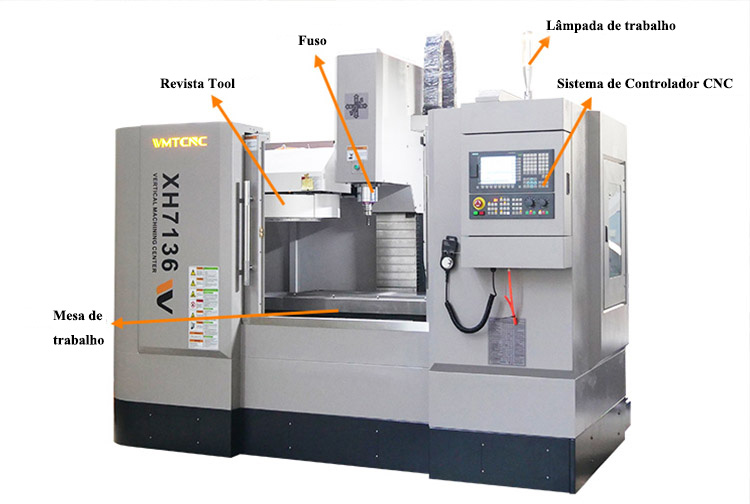
A fresagem CNC utiliza uma ferramenta de corte multiponto rotativa montada em um spindle. A ferramenta avança em uma peça fixa, presa em uma mesa, movendo-se ao longo dos eixos X, Y e Z sob controle CNC. As operações típicas de fresagem incluem:
- Fresamento de Face para superfícies planas
- Fresamento de Ranhuras e Bolsões para cavidades internas
- Contorno 3D em superfícies curvas
- Furação e Rosqueamento quando o spindle se move axialmente
2.2 Aplicações e Variações de Máquinas
- Fresadoras de 2 a 5 eixos: desde perfis bidimensionais simples até usinagem complexa multi-face
- Fresadoras Verticais vs. Horizontais: máquinas horizontais se destacam em bolsões profundos; máquinas verticais são versáteis para trabalhos gerais
- Fresadoras Especializadas: fresadoras em pórtico e fresadoras de mesa para peças de grande formato
2.3 Vantagens e Limitações
Vantagens:
- Altamente adaptável a geometrias variadas
- Conservação superior de material (desperdício mínimo)
- Flexível tanto para prototipagem quanto para produção
Limitações:
- Mais lento para cavidades profundas e estreitas devido à deflexão da ferramenta
- Pode requerer fixações complexas para peças de formatos irregulares
3. Fundamentos do Torneamento CNC
3.1 Processo e Princípios de Movimento
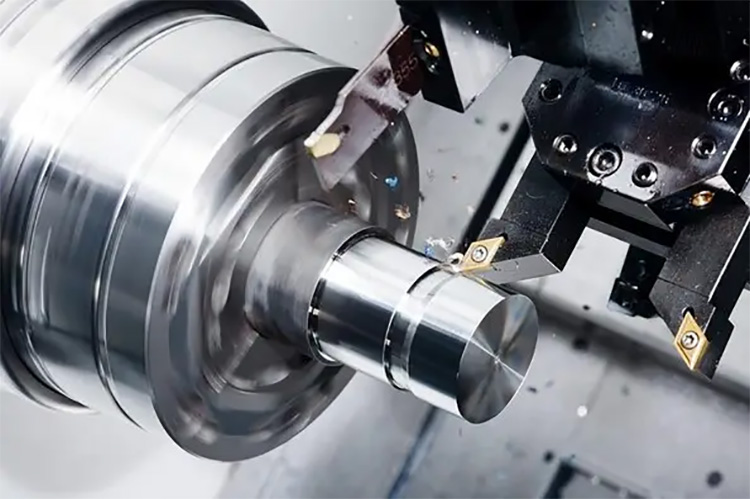
No torneamento CNC, a peça gira em um mandril enquanto uma ferramenta de corte monoponto permanece estacionária, alimentada radialmente ou axialmente para remover material. Operações comuns de torneamento incluem:
- Torneamento Reto para eixos cilíndricos
- Torneamento Cônico para perfis de cone
- Rosqueamento usando trajetória sincronizada
- Fresamento de Ranhuras e Desligamento para criar ombros e separar peças
3.2 Aplicações e Variações de Máquinas
- Tornos Simples: torneamento de um único spindle com até 2 eixos
- Tornos com Subspindle: usinagem do lado oposto sem recarregar a peça
- Centros de Torneamento-Fresagem: integram ferramentas de fresagem no carrossel do torno
3.3 Vantagens e Limitações
Vantagens:
- Alta velocidade e produtividade para peças simétricas
- Excelente repetibilidade e acabamento superficial em geometrias circulares
Limitações:
- Limitado a recursos simétricos em torno de um eixo
- O desperdício de material pode ser maior ao remover material de barras
4. Diferenças Principais entre Fresagem e Torneamento


4.1 Dinâmica de Movimento: Ferramenta vs. Peça
- Fresagem: a ferramenta gira e se move; a peça permanece estática.
- Torneamento: a peça gira; a ferramenta permanece fixa em orientação.
4.2 Geometria, Precisão e Acabamento Superficial
A fresagem produz superfícies planas, bolsões e contornos 3D complexos.
O torneamento facilita a produção de recursos redondos, cônicos e roscas, frequentemente resultando em tempos de ciclo reduzidos.
4.3 Eficiência, Velocidade e Fatores de Custo

Sabe-se que o torneamento oferece velocidades mais altas para peças cilíndricas, reduzindo custos operacionais.
A fresagem é eficaz para minimizar desperdícios e suportar geometrias variadas em uma única fixação.
5. Tabela Comparativa: Fresagem CNC vs. Torneamento CNC
| Aspecto | Fresagem CNC | Torneamento CNC |
|---|---|---|
| Movimento | Movimento da ferramenta rotativa; peça de trabalho fixa | A peça gira; a ferramenta é fixa |
| Geometria | Faces planas, cavidades, contornos 3D | Cilindros, cones, roscas |
| Envolvimento da Ferramenta | Contacto intermitente; fresa multiponto | Contacto contínuo; ferramenta de ponta única |
| Velocidade e Rendimento | Moderado; profundidade limitada | Alto; otimizado para peças redondas |
| Utilização do Material | Alto; refugo mínimo | Bom; possível desperdício de barras |
| Ideal para | Protótipos complexos, cavidades de molde, superfícies | Eixos, pinos, peças simétricas de grande volume |
6. Conclusão e Recomendações

No contexto da Indústria 4.0, dominar tanto a fresagem CNC quanto o torneamento, com a incorporação de centros híbridos torneamento-fresagem, confere aos fabricantes a capacidade de atender a uma ampla gama de geometrias de peças com eficiência ideal. A seleção adequada de ferramentas, a otimização de parâmetros de corte e a adoção das melhores práticas em fixação e manutenção são fatores-chave para alcançar precisão superior, redução de tempos de ciclo e melhor retorno sobre investimento (ROI) em um ambiente de produção.

