A ovalização no torneamento CNC significa que a peça não será perfeitamente redonda após a maquinação. Em vez de formar uma verdadeira forma circular, o componente torneado pode apresentar ligeiras áreas planas ou irregularidades ao longo da sua superfície. Esta condição, muitas vezes referida como “ ovalização” ou “fora de circularidade”, é um problema comum nas operações de torneamento. Pode resultar de factores como a deflexão da ferramenta, a vibração da máquina, a expansão térmica ou uma configuração incorrecta. Embora os desvios possam ser pequenos, podem afetar significativamente a forma como as peças se encaixam, a suavidade com que se movem e a rapidez com que se desgastam em serviço. A gestão da ovalidade é essencial para manter a precisão e garantir o desempenho das peças.
Aqui está uma explicação do motivo pelo qual a ovalidade acontece e como corrigi-la ou evitá-la.
O que Causa a Ovalização no Torneamento CNC?
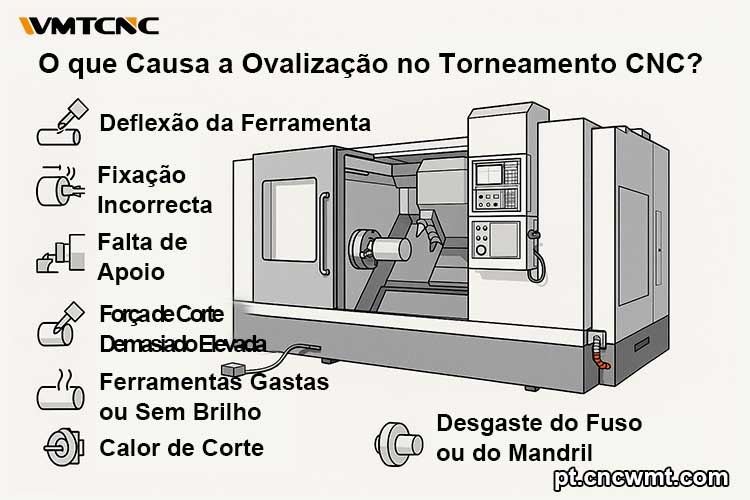
1. Deflexão da Ferramente
Uma ferramenta de corte que não seja suficientemente rígida dobrar-se-á durante a utilização. Isto faz com que a ferramenta corte mais profundamente num lado do que no outro, o que leva a uma forma irregular.
2. Fixação Inadequada
Se a peça não estiver suficientemente apertada, pode mover-se enquanto a está a cortar. Este movimento faz com que as formas se alterem.
3. Falta de Suporte
O comprimento ou a espessura excessivos das peças que sobressaem do mandril podem causar trepidação ou vibração. Isto torna o corte instável e resulta em ovalização.
4. Força de Corte Demasiado Elevada
Se o corte for demasiado rápido ou profundo, a pressão sobre a ferramenta e a peça aumentará. Isto pode fazer com que o material se dobre ou vibre.
5. A Ferramenta está Desgastada ou Cega
Quando uma ferramenta está gasta, não corta de forma limpa. Isto torna as coisas mais quentes e cria superfícies irregulares.
6. Calor do Corte
O torneamento gera calor. Se a peça sobreaquecer, pode expandir-se de forma irregular. Quando arrefece, pode encolher para uma forma oval.
7. Desgaste do Fuso ou do Mandril
As peças da máquina que se desgastam, como rolamentos ou mandíbulas, podem fazer com que a peça gire fora do centro. Isto também pode fazer com que a peça fique com uma forma oval.
Como Prevenir ou Reduzir a Ovalização no Torneamento CNC?
Aqui estão algumas formas fáceis de tornar as arestas das suas peças de torneamento CNC mais redondas:
1. Apoiar a peça de Trabalho
Ao tornear peças longas, utilize um cabeçote móvel ou um apoio fixo. Isto reduz a vibração e a flexão na estrutura.
2. Verificar a Fixação
Certifique-se de que a peça está presa de forma firme e uniforme. Limpe o mandril. Se as maxilas estiverem gastas, substitua-as ou ajuste-as.
3. Reduzir a Saliência da Ferramenta
A ferramenta de corte deve ser tão curta quanto possível. Se um telhado ficar demasiado saliente, pode dobrar-se e vibrar.
4. Reduzir a Força de Corte
Para reduzir a pressão durante o torneamento, basta reduzir a velocidade de corte, a taxa de avanço ou a profundidade de corte. Isto significa que há menos hipóteses de a madeira mudar de forma.
5. Use Ferramentas Afiadas
Troque as ferramentas quando elas ficarem cegas. Uma ferramenta afiada corta melhor, gera menos calor e mantém a forma mais consistente.
6. Aplicar Líquido de Arrefecimento
Utilize líquido de refrigeração para reduzir o calor. Se o calor não for controlado, as peças podem expandir-se e causar erros de forma.
7. Deixe as Peças Arrefecerem Antes de Medir
Meça sempre a peça depois de esta arrefecer. As peças quentes podem parecer redondas, mas tornam-se ovais quando arrefecem.