1. Introdução às fresas e ferramentas de corte

As fresagem, também conhecidas como fresadoras, são um componente essencial das ferramentas rotativas utilizadas nos centros de maquinagem CNC e nas fresadoras manuais para moldar metais e outros materiais. Efectuam uma variedade de operações, incluindo, mas não se limitando a, ranhuras, perfis, rampas e mergulhos. Historicamente, eram utilizadas pinças mecânicas (visas, gabaritos) para manter as peças de trabalho no lugar. No entanto, na maquinagem moderna, tem havido uma dependência crescente de mandris magnéticos e de sistemas de fixação de precisão. As principais vantagens destes métodos modernos são o aumento da limpeza, da velocidade e da fiabilidade, ao mesmo tempo que minimizam qualquer possível deformação. A manutenção das fresas é de extrema importância. A seleção correta das fresas de topo também é importante, assim como a consideração do seu impacto na vida útil da ferramenta e no tempo de inatividade. Isto resulta num melhor acabamento e precisão da superfície.
2. Principais componentes e mecanismos de fixação
A funcionalidade de cada sistema de fresagem depende de duas interfaces fundamentais: a interface entre a fresa e o suporte e a interface entre o suporte e o fuso. Uma fixação inadequada pode levar ao deslizamento da ferramenta, a danos na peça de trabalho ou à ejeção catastrófica da fresa.
2.1 Problemas com grampos de mola e óleo resistente à ferrugem
A maioria dos centros de maquinação utiliza conjuntos de grampos de mola para fixar a fresa numa disposição em cantilever. No entanto, pode formar-se uma película de óleo entre a haste da ferramenta e o furo do suporte. Esta película de óleo pode ser proveniente dos revestimentos anti-ferrugem das novas fresas e de óleos de corte não solúveis em água. Foi demonstrado que esta película de espessura micrónica impede o contacto efetivo metal-metal, o que reduz a força de fixação e pode fazer com que a fresa se desloque ou seja completamente ejectada durante o processo de fresagem.
Melhores práticas:
- É imperativo limpar a haste da ferramenta e o furo do suporte com líquido de limpeza e secá-los com ar comprimido antes da inserção.
- É imperativo assegurar que a força de aperto nominal do grampo de mola em questão é proporcional ao diâmetro da fresa e aos requisitos de binário.
2.2 Métodos de entalhe plano e de bloqueio lateral
Para fresas de grande diâmetro, onde mesmo uma interface limpa pode escorregar, os fabricantes fornecem ferramentas com um entalhe plano fresado e um bloqueio lateral correspondente no suporte. Este bloqueio mecânico elimina a dependência exclusiva da fricção.
Recomenda-se a inspeção periódica das arestas do entalhe quanto a desgaste e a substituição ou retificação dos suportes quando o entalhe deixar de encaixar com uma aresta nítida.
3. Vibração e estabilidade da fresa

A vibração, também conhecida como “chatter”, é caracterizada por um movimento rotativo ou corte irregular, que tem um efeito prejudicial no acabamento da superfície e acelera o desgaste da ferramenta.
3.1 Causas da vibração
- Saliência excessiva: ferramentas longas amplificam a deflexão.
- Fixação inadequada: como acima, películas de óleo ou suportes desgastados reduzem a rigidez.
- Parâmetros de corte: alta velocidade com baixo avanço, ou vice-versa, pode excitar frequências de ressonância.
- Fixação da peça de trabalho: uma fixação frouxa permite que todo o conjunto vibre.
3.2 Estratégias de atenuação
- Reduzir a velocidade de corte e a taxa de avanço: uma redução de 40% em cada uma delas elimina geralmente a vibração.
- Aumentar o número de canais: mais dentes partilham a carga, o que reduz o acoplamento.
- Otimizar a fixação: utilizar dispositivos de bloqueio lateral ou pré-ajustadores de ferramentas para minimizar a excentricidade.
- Modificar a profundidade de corte: uma profundidade radial menor pode desalinhar a frequência natural do sistema.
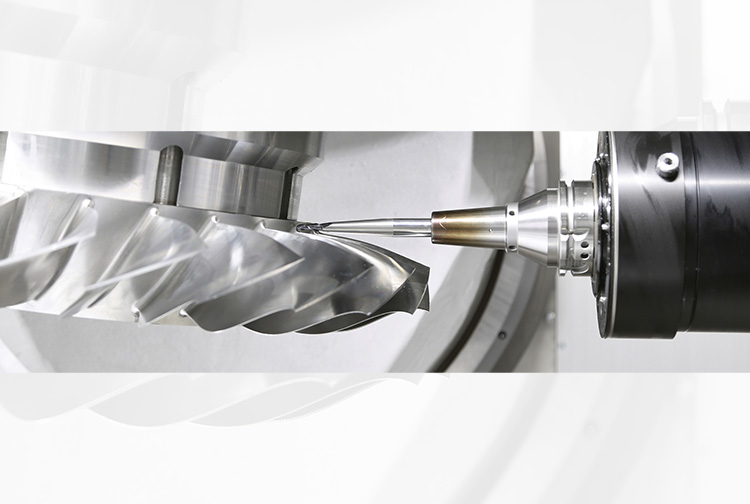
4. Técnicas de corte frontal para cavidades profundas

Quando estão presentes matrizes de maquinagem ou cavidades profundas, o corte de face torna-se uma necessidade. Foi demonstrado que as fresas de arestas longas se desviam mais; portanto, é preferível utilizar fresas de arestas curtas em hastes longas. Isto resulta na limitação da deflexão ao colo da ferramenta e não às ranhuras de corte. No contexto das máquinas CNC horizontais, o peso de uma fresa de grande diâmetro também pode causar deflexão, exigindo reduções significativas na velocidade e na taxa de avanço para garantir cortes transversais seguros.
5. Seleção dos parâmetros de corte
A velocidade de corte óptima (Vc) depende principalmente do material da peça. Por exemplo:
- Aço (HSS): 15-30 m/min.
- Alumínio (AlSi): 80-150 m/min.
- Ligas de titânio: 10-20 m/min.
- A velocidade de avanço por dente (fz) depende da dureza do material e da geometria da fresa:
- Os materiais mais macios permitem um fz mais elevado; as ligas mais duras requerem um fz mais baixo para evitar tensões na ferramenta.
- Consulte as folhas de dados do fabricante e ajuste Vc e fz de acordo com a rigidez da máquina, o tipo de líquido de refrigeração e o acabamento de superfície desejado.
6. Visão geral dos tipos de fresa
A seleção da fresa mais adequada é fundamental para garantir uma óptima precisão, eficiência e vida útil. O estudo seguinte descreve as famílias de fresas de topo mais comuns.
6.1 Fresas de topo quadradas e brocas de ranhura
- Fresas de topo quadradas: 4+ canais, cantos afiados, ideais para desbaste/acabamento de fundos planos.
- Brocas de ranhura: 1-3 canais, corte central para ranhuras fechadas (chaves, ranhuras).
6.2 Fresas de topo esféricas e fresas de topo de raio de canto
Fresas ponta esférica: ponta esférica para perfis 3D, raios de canto e acabamentos lisos.
Fresas raio de canto: o canto arredondado reforça a aresta e reduz a lascagem.
6.3 Biseladoras, fresas de encaixe, fresas T-slot/Woodruff e fresas de desbaste
Fresas chanfrar: criar chanfros para preparação de soldaduras e arestas estéticas.
Fresas cauda de andorinha: ângulos precisos para juntas de cauda de andorinha em gabaritos e dispositivos.
Fresas para ranhuras em T/Woodruff: formar ranhuras em T para montagem de porcas em T.
Fresas rippers: dentes grandes, grande remoção de material em ligas duras.
6.4 Fresas de colo reduzido, de colo longo e com nervuras
Fresas pescoço reduzido: pescoço fino para espaço de bolso.
Fresas pescoço longo: alcance alargado para bolsos profundos.
Fresas com nervuras: maquinagem de paredes finas e nervuras com deflexão mínima.
6.5 Fresas de pescoço cónico e de lado/face
Fresas pescoço cónico: haste cónica para rigidez na criação de perfis e ranhuras.
Fresas fresas de lado e de face: diâmetro grande para operações de fresagem
plana e de ranhura.
7. Manutenção e melhores práticas para pastilhas de fresagem

A manutenção é essencial para obter resultados consistentes e prolongar a vida útil da fresa.
7.1 Inspeção e limpeza diárias
- Verificação das arestas: verificar se existem limalhas ou desgaste nos dentes; afiar ligeiramente, se necessário.
- Limpeza da superfície: remover limalhas de metal e lubrificantes com ar comprimido e uma escova macia.
7.2 Armazenamento e manuseamento
- Estojos de proteção: volte sempre a colocar as brocas nos seus estojos individuais após a limpeza.
- Evitar deixar cair: uma ligeira queda pode lascar o rebordo de carboneto; guardá-las em segurança numa prateleira.
8.Análise comparativa dos tipos de fresagem
| Tipo de fresa | Aplicação | Caraterística principal | Materiais adequados |
|---|---|---|---|
| Fresa de topo quadrada | Ranhuras, cavidades, superfícies planas | Cantos afiados, mais de 4 canais | Aço, alumínio |
| Fresa de topo esférica | Contorno 3D, raios de canto | Extremidade esférica, acabamento liso | Aço, ligas de titânio |
| Fresa de chanfrar | Chanfragem, chanfragem de arestas | Aresta de corte angular | Aço, latão |
| Fresa de cauda de andorinha | Juntas em cauda de andorinha | Flancos angulares de precisão | Aço, ferro fundido |
| Fresa para ranhura em T/haste | Ranhuras em T para porcas em T | Geometria única do perfil em T | Alumínio, aço |
| Fresa de desbaste (ripper) | Remoção de material a granel | Dentes grossos, alta velocidade de avanço | Aços, ferro fundido |
| Fresa de colo reduzido | Fresagem de cavidades, esquadrejamento | Pescoço fino para maior folga | Aço, ligas |
| Fresa com pescoço cónico | Áreas perfiladas e de difícil acesso | Haste cónica para maior rigidez | Plásticos, compósitos, metais |
9. Conclusão

Um conhecimento profundo da seleção de fresas, métodos de fixação, controlo de vibrações, técnicas de corte final e manutenção é fundamental para a maquinação contemporânea. A seleção do tipo certo de fresa, a otimização dos parâmetros de corte e a adesão às melhores práticas são fundamentais para que os fabricantes obtenham acabamentos de superfície superiores, dimensões precisas e uma vida útil prolongada da ferramenta. Estes esforços são fundamentais para minimizar o tempo de inatividade e as rejeições.