


1. Introdução
No corte de metal, tanto a máquina de ranhurar como a máquina de desbaste empregam corte recíproco com ferramentas de lâmina única. As suas direções de movimento primárias, orientações da peça de trabalho e peças de trabalho aplicáveis diferem, levando a escolhas distintas para tarefas como usinagem de chavetas, estrias e ranhuras internas. Este artigo descreve as principais características, princípios operacionais, aplicações típicas e procedimentos de seleção para ambos os tipos de máquinas, permitindo uma rápida tomada de decisão no local em ambientes de fabricação.
2. Definições Básicas e Princípios de Funcionamento da Máquina de Ranhurar e da Fresadora


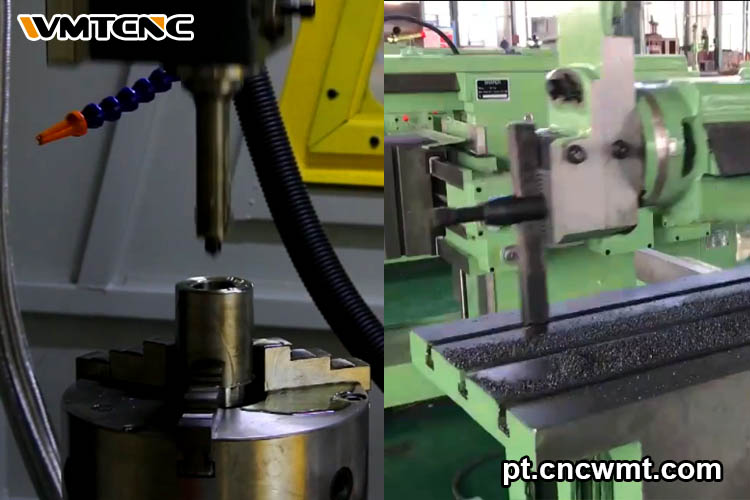
O movimento principal de uma “máquina de ranhurar” é o movimento recíproco vertical, com a ferramenta a mover-se para cima e para baixo, e o corte a ocorrer principalmente durante o curso descendente. A mesa de trabalho pode realizar avanços de indexação longitudinal, transversal e rotativa. É adequada para características internas, tais como chavetas internas, ranhuras internas, ranhuras cegas e estrias internas parciais (de lados retos).
O movimento principal de uma “planos” é o movimento recíproco horizontal, com a ferramenta a cortar durante o curso para a frente e a retornar sem carga. A mesa de trabalho pode ser elevada/abaixada e movida lateralmente. É adequada para características externas, como superfícies planas, degraus, ranhuras externas e perfis externos retos.
Ambas as máquinas empregam corte recíproco, mas a fresadora destina-se principalmente a características internas, enquanto a modeladora destina-se principalmente a características externas.
3. Diferenças de Design e Operação (Tabela Comparativa Principal)
Para facilitar uma seleção rápida, apresentamos abaixo um resumo comparativo das principais diferenças entre os dois tipos de máquinas-ferramentas.
| Dimensão | Máquina de Inserir (Slotting Machine) | Máquina de Desbaste (Shaping Machine) |
| Movimento principal | Movimento vertical alternado; corta no movimento descendente | Movimento horizontal alternado; corta no movimento de avanço |
| Características típicas usinadas | Características internas: chavetas internas, ranhuras internas, ranhuras cegas, splines internos de lados retos em pequenos lotes | Características externas: superfícies planas, degraus/bordas, chavetas externas, ranhuras externas longas e retas |
| Capacidade de curso e comprimento | Curso vertical limitado; não adequado para ranhuras extra-longas | Curso horizontal longo; adequado para ranhuras externas contínuas e grandes superfícies |
| Ranhuras cegas/fechadas | Capaz | Não adequado |
| Fixação e mesa | Frequentemente equipada com mesa de indexação/mesa rotativa para indexação de furos e múltiplas ranhuras | Mesa horizontal enfatizando fixação e apoio; adequada para peças longas |
| Ênfase na precisão | Controle mais direto da posição e profundidade das ranhuras internas | Superfícies planas externas e faces retas atendem às tolerâncias convencionais |
| Evacuação de cavacos e orientação | Ranhuras internas profundas e estreitas exigem orientação cuidadosa e remoção de cavacos | A evacuação de cavacos em formas externas é relativamente suave |
| Acessórios típicos/auxílios de processo | Buchas guia, mandris/suportes internos, acessórios de indexação | Braçadeiras de cinta, placas angulares, blocos em V, suportes para peças longas |
4. Comparação de Aplicações de Chaveta/Ranhura/Ranhura Interna
| Tarefa/Característica | Máquina Recomendada | Justificativa |
| Chaveta interna (no furo) | Inserção (slotter) | Atinge o interior dos furos; controle direto da profundidade/largura; capaz de usinar ranhuras cegas. |
| Chaveta externa (no eixo/superfície externa) | Desbaste (shaper) | Curso horizontal longo adequado para ranhuras retas e contínuas; fixação simples. |
| Splines internos (de lados retos, pequenos lotes) | Inserção (slotter) | Realizável com indexação; para alto volume ou formas involutas, use máquinas dedicadas de usinagem de engrenagens/brochas. |
| Ranhuras internas, ranhuras para anéis de retenção, ranhuras fechadas/locais | Inserção (slotter) | Mais direto em espaços confinados; mais fácil controlar a posição do fundo da ranhura. |
| Ranhuras externas longas e retas, superfícies planas, degraus | Desbaste (shaper) | O curso e o apoio são mais adequados para usinagem e alinhamento de características externas. |
5. Capacidade e Eficiência
Quando ambas as máquinas-ferramentas podem realizar a mesma função, as prioridades de seleção são as seguintes.
Tempo de ciclo e estabilidade: para linhas retas externas longas e grandes superfícies planas, o modelagem oferece maior estabilidade. Para funções localizadas dentro de furos e acabamento de pequenas áreas, o entalhe oferece maior eficiência na troca e posicionamento da ferramenta.
Controlo de posição e profundidade: para posições de entalhes e profundidades de fundo dentro de furos, o entalhe é mais direto. Para linhas retas externas e planicidade, o modelagem atende aos requisitos padrão.
Acabamento e acabamento da superfície: ambas as superfícies nativas são adequadas para montagem geral. Para maior qualidade da superfície ou tolerâncias mais rigorosas, adicione acabamento de fresagem/retificação após o entalhe/aplanamento.
Tempo de troca: ambos são relativamente rápidos. O entalhe oferece maior flexibilidade para indexação, entalhes múltiplos e entalhes cegos. O modelagem oferece transições mais simples para corte de contorno e entalhes contínuos.
6. Peça de Trabalho e Dispositivo de Fixação
Ranhuras Profundas e Estreitas (Ranhura): Adicione guias/suportes internos, utilize evacuação de cavacos em camadas e intermitente para controlar a deflexão da ferramenta. Reserve raios de transição inferiores.
Ranhuras Múltiplas/Indexação (Ranhura): Utilize mesas rotativas/de indexação, calibre a posição zero e os erros de indexação. Mantenha registos de indexação para nova medição.
Peças longas/superfícies planas grandes (modelagem): Empregue placas de fixação, blocos em V ou blocos de suporte para evitar deflexão e deslocamento.
Verifique o paralelismo da mesa e a perpendicularidade da face final.
Medidores e medições (geral): Inspecione a largura da ranhura com medidores de plugue/calibradores; meça a profundidade da ranhura usando medidores de profundidade ou amostragem aleatória CMM. Estabeleça referências de processo estáveis para orifícios/superfícies importantes.
7. Materiais e Gama de Tamanhos
A lista a seguir apresenta apenas os parâmetros mais críticos que afetam a seleção, facilitando a avaliação preliminar.
| Dimensão | Inserção (Slotting Machine) | Desbaste (Shaping Machine) | Notas |
| Dureza do material e tratamento térmico | Prefira usinar antes do tratamento térmico; mude para retificação/EDM para materiais endurecidos | Igual ao anterior | Confirme a sequência de tratamento térmico com antecedência |
| Limites de curso/tamanho | O curso vertical limita ranhuras internas extra-longas | O curso horizontal longo é adequado para ranhuras longas e grandes superfícies planas | Verifique se o curso necessário é alcançável primeiro |
| Tipo de spline e tamanho do lote | Splines de lados retos em pequenos lotes são viáveis; formas involutas ou de alto volume → máquinas dedicadas | Principalmente complementa operações de características externas | Considere usinagem de engrenagens, brochamento ou usinagem CNC de ranhuras |
8. Eficiência de Produção e Custos
Para peças únicas, pequenos lotes e fases de manutenção, o Slotting/Shaping cumpre as tarefas com baixos custos de ferramentas e trocas rápidas. Ao fazer a transição para encomendas repetitivas que exigem tempos de ciclo mais elevados e consistência, selecione caminhos de atualização com base nos tipos de características. Dê prioridade ao hobbing ou broaching para chavetas/splines internas; avalie linhas dedicadas de fresagem, hobbing de engrenagens ou retificação para chavetas externas/ranhuras externas longas e retas. O momento da atualização depende de três critérios: o tempo de ciclo tornar-se um gargalo, encomendas repetidas estáveis e perfis padronizados de dentes/ranhuras.
9. Processo de Seleção (Decisão em Duas Etapas)

Passo 1: Classifique por localização. Para características internas (chavetas internas, ranhuras internas, ranhuras cegas, bordas retas estriadas), selecione uma máquina de ranhurar. Para características externas (chavetas externas, superfícies planas, degraus, perfis externos retos), selecione uma máquina de moldar.
Passo 2: Refine de acordo com os requisitos do alvo. No caso de produção de peças únicas ou pequenos lotes com ajustes frequentes, a seleção inicial é suficiente. Para obter maior qualidade de superfície ou tolerâncias mais rigorosas, programe o acabamento por fresagem ou retificação após o entalhe/modelagem. Para tempos de ciclo mais altos e maior consistência, faça a transição para máquinas dedicadas ou soluções CNC.
10. Perguntas Frequentes
P1: Como selecionar máquinas para chavetas internas e externas? Existem regras simples?
R1: Chavetas internas (furos internos) → Ranhura; Chavetas externas (em eixos/superfícies externas) → Modelagem. Para ranhuras cegas ou parcialmente fechadas dentro de furos, a ranhura é geralmente a única opção. Para ranhuras externas retas contínuas, a modelagem oferece melhor correspondência de curso e fixação mais simples.
P2: Como lidar com a qualidade da superfície abaixo do padrão?
R2: Primeiro, otimize a afiação da ferramenta, o fluido de corte, a taxa de avanço e a profundidade de corte. Implemente o corte de acabamento bruto em duas etapas, quando necessário. Para superfícies críticas, adicione acabamento de fresagem ou retificação após a brocagem/planação. Garanta o chanfro e o rebarbamento adequados para evitar interferência na montagem.
P3: Quais níveis de tolerância e consistência podem ser alcançados para ambos os processos?
R3: Em condições típicas de oficina, o entalhe oferece um controlo mais direto sobre a posição e a profundidade das características dentro dos furos, proporcionando melhor consistência. O moldagem pode atender aos requisitos gerais de montagem para superfícies externas planas e retas. Para tolerâncias mais rigorosas, programe operações de acabamento subsequentes ou use máquinas dedicadas/CNC.
P4: Quais são os pontos-chave para a manutenção diária e a segurança?
R4: Inspecione regularmente a lubrificação da guia, a folga do parafuso de avanço e os mecanismos de retorno rápido. Mantenha a mesa de trabalho e os acessórios limpos e livres de aparas. Defina limites de deslocamento razoáveis e execute cortes de teste após as trocas. Certifique-se de que as proteções e as paragens de emergência estão funcionais. Siga os protocolos de desligamento para remoção de aparas e trocas de ferramentas.

