O centro de maquinação pode enfrentar falhas na precisão das peças. Estas falhas podem gerar custos de retrabalho de até 18-25%. Este guia apresenta um método de 5 passos para resolver estes problemas. Primeiro, é utilizada a compensação dinâmica da máquina. Depois, é implementada uma monitorização inteligente da ferramenta. Além disso, o processo é optimizado com base nos dados. Tudo isto ajuda a melhorar a precisão das peças.
1. Porque é que a Precisão das Peças do Centro de Maquinação está frequentemente fora de Tolerância?
Este problema aumenta diretamente os custos de retrabalho em 18% a 25%. As normas globais estabelecem que a precisão de posicionamento deve ser de ±0,008 mm e a repetibilidade de posicionamento de ±0,005 mm. Os sintomas típicos são:
Flutuações nas dimensões: os resultados de maquinação do mesmo programa flutuam.
Ondulações na superfície: aparecem ondulações regulares na maquinação de superfícies espelhadas.
Degradação de lotes: a precisão diminui gradualmente durante a produção contínua.
2. Estabelecer uma Linha de Defesa Duradoura do Centro de Maquinação de Precisão
2.1 Existe uma falha no centro de Maquinação?
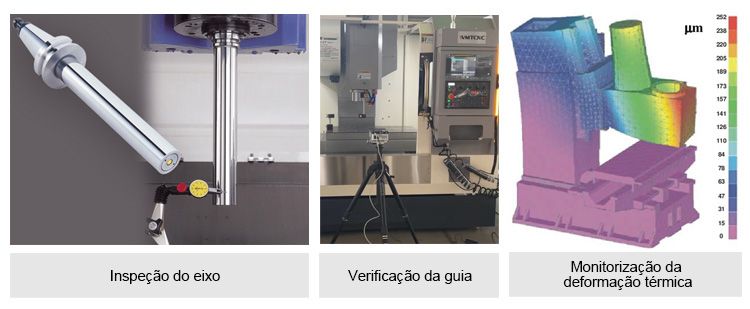
Inspeção do fuso: Utilize um relógio comparador para verificar o desvio radial (deve ser ≤0,003 mm).
Verificação da guia: Utilize um interferómetro laser para verificar a retidão (dentro de 0,02 mm/m).
Monitorização da deformação térmica: Utilizar uma câmara termográfica de infravermelhos para monitorizar o aumento da temperatura (deformação de 1℃ ≤0,001 mm).
Competências práticas:
Utilize um ballbar para realizar uma compensação dinâmica de precisão.
Ativar o programa de compensação do aumento de temperatura do spindle (ver manual do equipamento).
2.2 Quais são os perigos ocultos do sistema de ferramentas?
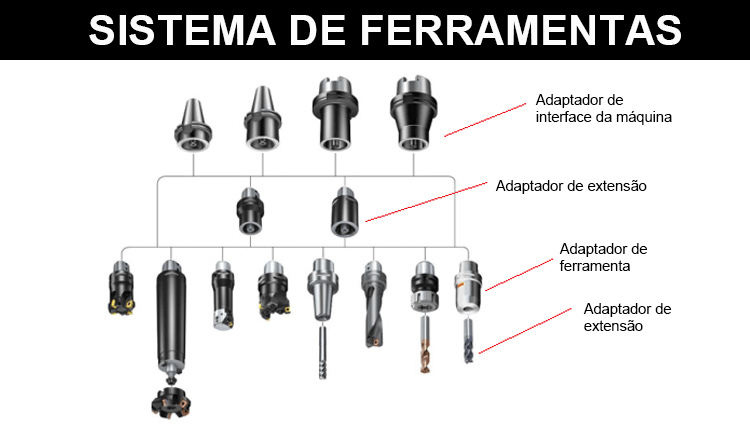
Desgaste da haste da ferramenta: Utilizar um instrumento ótico 3D para detetar a área de contacto cónica (deve ser >85%).
Desequilíbrio dinâmico: Deve cumprir as normas G2.5 a 20.000 rpm.
Força de corte anormal: Instalar um dinamómetro para controlar as flutuações (±10%).
Plano de atualização:
Substituir as hastes das ferramentas BT por hastes HSK (rigidez aumentada em 40%).
Criar um sistema de gestão da vida útil da ferramenta.
2.3 Existem falhas fatais na fixação da peça de trabalho?
Princípio de posicionamento de seis pontos:

Utilizar um relógio comparador para verificar o desvio na direção X/Y.
Utilizar um calibre para verificar o ajuste da superfície inferior da peça de trabalho.
Solução para peças de paredes finas: Adicionar um suporte flexível multiponto.
Solução para peças pesadas: grampo de bloqueio hidráulico + pino ejetor auxiliar.
3. Que Impacto o Programa e o Ambiente têm na Exatidão?
3.1 Em termos de problemas comuns do código G, quais são eles?
Erro de sobreposição do sistema de coordenadas: Verificar a lógica de chamada G54-G59.
Confusão de direção de compensação: G41 para fresagem para a frente, G42 para fresagem para trás.
Modo de alta velocidade ausente: Confirmar se o comando G05.1 Q1 está ativado.
3.2 Como é que os factores ambientais influenciam a precisão dos centros de maquinação?
| Assassinos invisíveis | Normas de controlo | Soluções |
|---|---|---|
| Flutuação de temperatura | ±1℃/8 horas | Fossa de isolamento de vibração + Oficina de temperatura constante |
| Anomalia de humidade | 40%-60% RH | Desumidificador industrial + Monitorização em tempo real |
| A vibração excede o padrão | ≤2,5 mm/s² | Plataforma de ar flutuante + Almofadas anti-vibração |
4. se eu vos dissesse que Existem Estratégias para Estabelecer uma Linha de Defesa Precisa a Longo Prazo?
4.1 Implementação de um sistema de monitorização inteligente
Sensor de vibração: capta em tempo real as frequências anómalas do fuso.
Módulo de compensação térmica: Ajusta automaticamente os parâmetros de corte para compensar a deformação térmica.
Sistema de previsão de IA: Alerta as falhas de ferramentas com 48 horas de antecedência.
4.2 Programa de manutenção exato
Diariamente: Limpeza da guia + inspeção do nível de lubrificante.
Semanalmente: Teste da força de pré-carga do parafuso de avanço.
Mensalmente: Calibração completa da precisão geométrica da máquina.
5. O rastreio de Dados Permite uma Gestão Precisa em Circuito Fechado
5.1 Registo completo do processo
Itens de recolha de dados:
Curva de carga do fuso.
Variação da temperatura de corte.
Taxa de desgaste da ferramenta.
Ferramentas de análise:
Gráfico de tendências para comparar dados históricos.
Relatórios inteligentes para identificar automaticamente pontos anómalos.
5.2 Acompanhamento e otimização de problemas
| Tipo de problema | Método de rastreio de dados | Ação de otimização |
|---|---|---|
| Fora de tolerância | Recuperar dados de corte da ferramenta correspondente | Corrigir o avanço da ferramenta ou o desvio da ferramenta |
| Rugosidade da superfície | Analisar o valor máximo do espetro de vibração | Ajustar a velocidade do fuso para evitar ressonâncias |
| Desvio do lote | Comparar registos de temperatura e humidade ambiente | Melhorar o sistema de temperatura constante do chão de fábrica |
Valor essencial:
Obter a resolução de problemas de exatidão no prazo de 24 horas.
A eficiência da otimização do processo aumentou em 50%.
6. Conclusão
Graças ao diagnóstico da máquina, à compensação térmica e à análise baseada na inteligência artificial, as peças do centro de maquinação atingem uma estabilidade ao nível do micrómetro. O método de 5 etapas transforma a reparação reactiva em controlo de precisão preventivo, conseguindo uma produção sem defeitos. Um sistema de monitorização e um sistema de dados em circuito fechado mantêm a precisão das peças do centro de maquinação.