



No campo do corte moderno de metais, a seleção de métodos de resfriamento continua sendo um tema inevitável. No chão de fábrica, surge frequentemente a pergunta: “O refrigerante é absolutamente necessário para esta operação?” Isso porque a escolha do método de resfriamento não afeta apenas a vida útil da ferramenta, mas também a integridade da superfície da peça, a eficiência da usinagem, o ambiente da oficina e os custos gerais de produção.
Para entender as diferenças entre o corte a seco e o corte úmido, devemos analisar suas características de uma perspectiva abrangente. Essa abordagem ajuda os usuários a selecionar a solução mais adequada com base em materiais e condições de processo específicos.
Torneamento Úmido


O torneamento em húmido é um método de maquinação tradicional. Os fluidos de corte são utilizados durante o processo de torneamento para arrefecimento, lubrificação e remoção de aparas. Estes fluidos podem ser emulsões, refrigerantes sintéticos ou óleos de corte. A sua função vai para além da redução da temperatura para aumentar a estabilidade do processo.
Vantagens
Controlo Térmico
O líquido de refrigeração dissipa rapidamente o calor de corte, evitando o desgaste prematuro da ferramenta. Minimiza os erros dimensionais causados pela deformação térmica das peças.
Efeito de Lubrificação
Forma uma película lubrificante entre a ferramenta e as aparas, reduzindo a fricção e as forças de corte para obter um acabamento superficial superior.
Evacuação de Aparas
O líquido de refrigeração evacua as limalhas, particularmente na perfuração de furos profundos ou maquinagem de ranhuras, ajudando a evitar o entupimento das limalhas.
Fiabilidade do Processo
O controlo eficaz da temperatura e da fricção aumenta a previsibilidade da maquinação, assegurando uma maior consistência da peça de trabalho.
Limitações
Custo Elevado
A compra de líquido de refrigeração, a manutenção do equipamento e a eliminação de resíduos de fluidos aumentam os custos globais de funcionamento.
Preocupações Ambientais e de Saúde
A névoa de óleo pode representar riscos para a saúde dos operadores, e o fluido residual tratado incorretamente pode causar poluição ambiental.
Complexidade da Manutenção
As bombas, os filtros e os sistemas de tubagem aumentam a dificuldade de manutenção e introduzem potenciais pontos de falha.
Torneamento a Seco
O torneamento a seco refere-se a operações de maquinagem efectuadas sem líquido de refrigeração. Com os avanços nos materiais das ferramentas e nas tecnologias de revestimento, a aplicação do torneamento a seco tem-se expandido gradualmente. O calor é dissipado principalmente através das aparas, complementado por ar comprimido ou tecnologia de lubrificação de quantidade mínima (MQL).
Vantagens
Redução de Custos
Não é necessário fluido de corte, o que elimina os custos de aquisição, armazenamento, circulação e eliminação de resíduos.
Amigo do Ambiente
Zero descarga de fluido residual e névoa de óleo, alinhando-se com as tendências de fabrico ecológico e produção sustentável.
Processo Simplificado
Não é necessário um sistema de arrefecimento, o que resulta em máquinas-ferramentas mais limpas e numa manutenção mais fácil.
Visibilidade Melhorada
Os operadores podem observar diretamente o processo de corte, facilitando a monitorização do desgaste da ferramenta e do estado da peça.
Limitações
Concentração de Carga Térmica
O rápido aumento da temperatura na zona de corte pode reduzir a vida útil da ferramenta.
Requisitos da Ferramenta
Devem ser utilizadas ferramentas revestidas resistentes a altas temperaturas (por exemplo, TiAlN, AlTiN), com maiores exigências em termos de resistência do substrato da ferramenta.
Limitações do Material
Para materiais como ligas de alumínio e aço inoxidável, o corte a seco muitas vezes não garante a qualidade e a vida útil da ferramenta.
Torneamento a Húmido vs. Torneamento a Seco
| Dimensões de Comparação | Torção Úmida | Torção Seca |
|---|---|---|
| Efeito de Resfriamento | Excelente, reduz significativamente a temperatura na zona de corte | Depende dos cavacos para remover o calor, com o calor concentrado localmente na ferramenta e na peça de trabalho |
| Desempenho de Lubrificação | Forma uma película lubrificante para reduzir o atrito e melhorar a qualidade da superfície | Proporciona lubrificação mínima; a qualidade da superfície depende da seleção da ferramenta e do controle de parâmetros |
| Vida Útil da Ferramenta | Vida útil significativamente estendida em materiais difíceis de usinar | Extremamente exigente para as ferramentas de corte; cargas térmicas podem encurtar a vida útil |
| Qualidade da Superfície e Precisão | Excelente estabilidade, adequada para usinagem de precisão e cenários com tolerâncias rigorosas | Suscetível a efeitos térmicos, que podem causar desvios dimensionais ou rebarbas |
| Investimento em Custo | Alto: Aquisição de fluido de corte, sistema de circulação e tratamento de resíduos de fluido | Baixo: Sem custos de resfriamento, manutenção simples |
| Impactos Ambientais e de Saúde | Névoa de óleo e resíduos líquidos presentes, exigindo gerenciamento | Mais amigável ao meio ambiente, sem descarte de resíduos líquidos, resultando em um ambiente de trabalho mais limpo |
| Cenários Típicos de Aplicação | Acabamento, perfuração de furos profundos, rosqueamento, ligas difíceis de usinar | Desbaste, ferro fundido, aço suave, operações de corte pesado |
Quando Utilizar o Torneamento a Seco e Quando Utilizar o Torneamento a Húmido?
Na produção real, a escolha do método de arrefecimento requer a consideração dos seguintes factores:
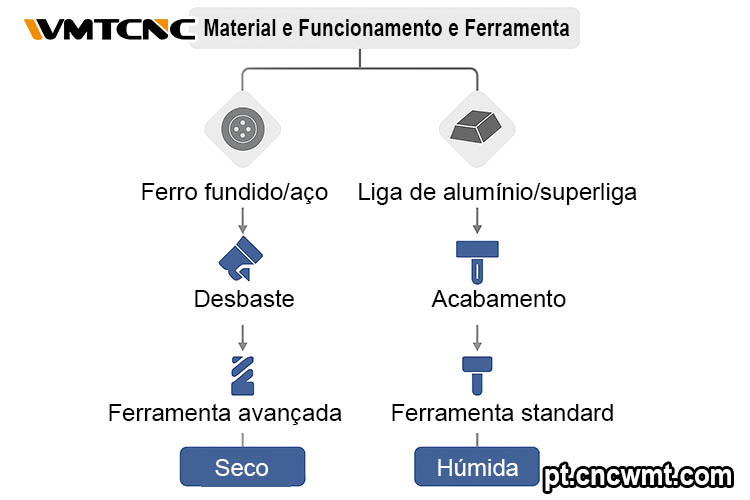
1. Materiais da peça de trabalho
Adequado para corte a seco: Ferro fundido, aço de baixo carbono e certas ligas de aço.
Requer corte húmido: Ligas de alumínio (para evitar a aderência da ferramenta), aço inoxidável e ligas de alta temperatura (para reduzir a deformação térmica e o desgaste da ferramenta).
2. Processos de maquinagem
Corte a seco: Desbaste, semi-acabamento. Adequado para cenários que requerem grande remoção de material com baixas exigências de acabamento superficial.
Corte húmido: Acabamento, perfuração de furos profundos, roscagem, etc. Processos que exigem elevada precisão e qualidade de superfície.
3. Condições das ferramentas
Com ferramentas revestidas de alto desempenho, o corte a seco pode ser tentado com segurança.
Em condições normais de utilização de ferramentas, o corte húmido continua a ser mais fiável.
Conclusão
O corte a seco e o corte húmido são processos complementares e não alternativas mutuamente exclusivas. Com o desenvolvimento de novas tecnologias, a tendência futura será no sentido de uma maior adoção do corte a seco em mais cenários. Entretanto, o corte húmido manterá a sua posição central em aplicações de precisão de alta qualidade.

