Por que o parafuso de avanço do torno ainda é importante
Há mais de um século, o parafuso de avanço está no centro do torneamento preciso. Ele parece simples — um longo eixo roscado paralelo à base —, mas é a espinha dorsal que converte o movimento rotativo em um deslocamento linear controlado. Se você estiver a fazer uma rosca de ponto único num eixo, a perseguir um passo delicado num tubo de parede fina ou a ajustar um avanço de acabamento fino, o parafuso de avanço torna esse movimento repetível e previsível. Mesmo na era dos servomotores CNC e lineares, os princípios que tornaram os parafusos de avanço indispensáveis ainda regem a forma como cortamos roscas precisas e obtemos acabamentos superficiais uniformes.
O que é um parafuso de avanço de torno?
Em linguagem simples, um parafuso de avanço de torno é uma haste roscada que aciona o carro em linha reta. À medida que o fuso gira, um trem de engrenagens define uma relação fixa entre a rotação do fuso e a rotação do parafuso de avanço; a rosca do parafuso de avanço transforma essa rotação em movimento linear. O resultado: a ferramenta de corte se move uma distância exata por revolução da peça de trabalho — exatamente o que você precisa para rosqueamento e avanços finos.
O parafuso de avanço é geralmente do tipo Acme ou trapezoidal para maior resistência e facilidade de manutenção. Ele engata em um par dividido de meias-porcas montadas no carro; quando fecha as meias-porcas, o carro trava no parafuso e segue-o. Dependendo do torno, uma haste de avanço separada pode lidar com avanços de torneamento comuns para poupar o parafuso de avanço de desgaste desnecessário.
Como funciona um parafuso de avanço num torno convencional
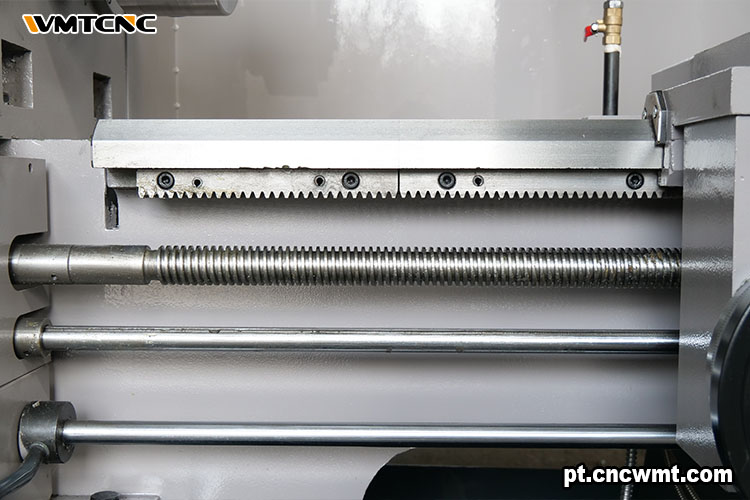
Cadeia cinemática: fuso → engrenagem → parafuso de avanço → carro
O movimento do fuso passa por um trem de engrenagens ou caixa de engrenagens de troca rápida para o parafuso de avanço. Como essa relação é fixada pela seleção da engrenagem, o carro avança uma distância previsível para cada revolução do fuso — o passo da rosca ou a taxa de avanço, dependendo do modo. O carro desliza sobre os trilhos da base, o carro transversal define o diâmetro e o composto pode ser ajustado para conicidade ou para o método clássico de 29° em roscas de 60°.
Meias porcas, indicador de rosca e caixa de engrenagens de troca rápida
As meias porcas prendem-se ao parafuso para engatar o carro. Um indicador de rosca (em muitos tornos imperiais) mostra marcas de reengate seguras para que a ferramenta pegue a rosca com precisão após recuar. A caixa de engrenagens de troca rápida permite alternar entre passos e avanços sem trocar engrenagens individuais, acelerando drasticamente a configuração.
Parafuso de avanço vs. haste de avanço: quem faz o quê?
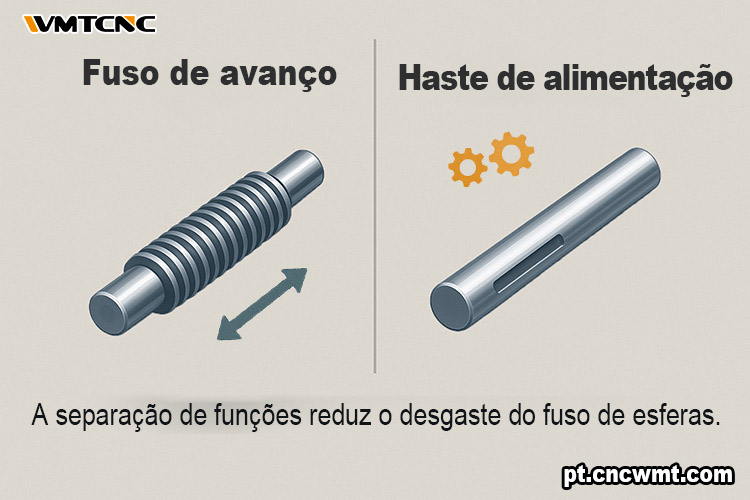
Em muitos tornos de motor, o parafuso de avanço é reservado para rosqueamento; a haste de avanço lida com avanços longitudinais e transversais para torneamento geral. Essa divisão preserva a precisão do parafuso de avanço e reduz o desgaste das meias porcas. Em máquinas mais simples, sem haste de avanço, o parafuso de avanço pode ser usado para ambos — o que é conveniente, mas aumenta o desgaste e o risco de folga ao longo do tempo.
Funções essenciais na usinagem diária
Sincronização do corte de roscas
O corte de uma rosca exige uma sincronização rigorosa entre a rotação do fuso e o avanço da ferramenta. O parafuso de avanço fornece essa ligação, traduzindo uma relação de transmissão cartografada no passo específico que necessita. Sem um parafuso de avanço sólido e um engate da meia porca, o erro de passo e as roscas tortas são inevitáveis.
Avanço fino e acabamento superficial
Embora muitos tornos deixem o avanço geral para uma haste de avanço, o parafuso de avanço (ou parafuso de esferas em máquinas CNC) se destaca em taxas de avanço fino. Quanto mais suave e consistente for o movimento linear, melhor será o acabamento da superfície, especialmente em materiais que apresentam linhas de avanço.
Precisão, repetibilidade e comportamento de autotravamento

Os parafusos de avanço tradicionais apresentam autotravamento: o atrito estático resiste ao retrocesso sob cargas de corte. Essa característica ajuda a manter a posição em máquinas manuais. Os parafusos de esferas, por outro lado, têm um atrito muito baixo; eles podem ser retrocedidos e normalmente requerem frenagem ou torque de retenção servo — excelente para CNC, mas diferente em termos de sensação e comportamento de segurança.
Parafuso de avanço vs. parafuso de esferas vs. haste de alimentação — uma comparação prática
| Sistema | Finalidade | Atrito | Precisão/Repetibilidade |
|---|---|---|---|
| Parafuso de avanço (Acme/Trapezoidal) | Converte a relação do fuso em movimento linear; corte de rosca; avanços finos | Mais elevada | Moderada a elevada (depende do desgaste) |
| Parafuso de esferas | Eixos de precisão servoacionados | Muito baixo | Muito alto |
| Haste de alimentação | Avanços gerais através de embraiagens e trem de engrenagens | Moderada | Moderada |
| Sistema | Finalidade | Atrito | Precisão/Repetibilidade |
Conclusão: Para rosqueamento manual e avanços finos, um parafuso de avanço bem conservado é excelente. Para posicionamento CNC, os parafusos de esferas dominam. Uma haste de avanço é a sua ferramenta principal para avanços gerais de torneamento, poupando o parafuso de avanço do desgaste.
Utilização do parafuso de avanço: configuração prática para rosqueamento
Escolha das configurações de passo e caixa de engrenagens

Comece pela tabela de engrenagens. Selecione engrenagens ou configurações da caixa de engrenagens que correspondam ao passo desejado. Verifique novamente o passo do parafuso de avanço — imperial vs métrico — para que a sua combinação produza o resultado correto. Verifique o ângulo composto (geralmente ~29° para perfis de 60°), defina uma primeira passagem rasa e confirme a sincronização com um teste a seco.
Engate das meias porcas e utilização do dial de rosca
Engate as meias porcas na marca correta do dial de rosca (máquinas imperiais) para que o reengate se alinhe perfeitamente. Em roscas métricas sem engrenagens transponíveis, mantenha as meias porcas engatadas continuamente e inverta o eixo para manter o registro. Trave o carro quando apropriado e mantenha a ferramenta afiada, corretamente centralizada e firmemente presa.
Estratégia do primeiro artigo, segurança e bons hábitos
Faça uma passagem superficial e meça com fios ou calibradores. Recue, retorne, reengate na marca adequada e prossiga em pequenos incrementos de profundidade. Mantenha o controle de cavacos e nunca se incline sobre um mandril rotativo. Para peças de parede fina, use apoios estáveis e profundidades conservadoras para evitar deflexão.
Problemas comuns, inspeção e manutenção
Desgaste e folga
O contacto deslizante entre o parafuso e a porca desgasta gradualmente ambos, criando folga — perda de movimento ao inverter a direção. Sentirá isso como um atraso antes do carro se mover. Meça a folga com um indicador; se for excessiva, ajuste a porca (em designs de porca dividida) ou substitua as meias porcas gastas. A folga excessiva manifesta-se como erro de passo da rosca e acabamentos de má qualidade.
Desalinhamento e danos por impacto
A montagem inadequada, parafusos tortos (devido a colisões) ou rolamentos de suporte desgastados introduzem pontos apertados e variações de torção. Verifique o desvio nos blocos em V, verifique a folga axial e inspecione os rolamentos de suporte. Um parafuso torto prejudica os acabamentos; substitua-o em vez de tentar corrigi-lo.
Contaminação e disciplina de lubrificação
Lascas, poeira e pasta de refrigeração seca agem como um composto de lapidação. Limpe o parafuso regularmente e mantenha os limpadores intactos. Use o tipo de óleo recomendado pelo fabricante original (prática comum na oficina: óleos ISO VG 68–100 way/lubrificantes), aplique levemente, mas de forma consistente, e mantenha o óleo do trem de engrenagens fresco.
Cadência de manutenção (prática): escovar e limpar a cada turno; lubrificar diariamente; inspecionar a folga semanalmente; medir o erro de passo acumulado e verificar o alinhamento trimestralmente. Documente as leituras para que possa prever quando a manutenção deve ser feita.
Escolhas de materiais e melhorias no design
Aços, aço inoxidável, bronze e materiais de porcas correspondentes
As escolhas comuns incluem parafusos de aço endurecido com porcas de bronze para um bom comportamento ao desgaste ou aço inoxidável quando a corrosão é uma preocupação. A combinação de materiais é importante: durezas diferentes e boa lubrificação minimizam o desgaste.
Revestimentos e passagens de lubrificação integradas
A nitretação, o cromo duro e os lubrificantes sólidos reduzem o atrito e prolongam a vida útil. Alguns projetos incorporam ranhuras de lubrificação ou mechas de feltro para alimentar o óleo uniformemente — atualizações simples que compensam em precisão e longevidade.
Erro de passo, classes de tolerância e testes de aceitação
Além da condição visual, quantifique o desempenho. Meça o erro de passo acumulado ao longo de um percurso conhecido (por exemplo, 300 mm/12 pol.). Acompanhe a folga em várias posições do carro. Se estiver a comprar um novo, peça a classe de tolerância do parafuso e o relatório de inspeção.
Conclusão
A genialidade do parafuso de avanço está na simplicidade funcional. É um eixo roscado que converte rotação sincronizada em deslocamento linear preciso. Em tornos manuais, sincroniza o rosqueamento e possibilita avanços finos com consistência. Quando bem mantido, entrega décadas de serviço estável e preciso. No CNC, o princípio persiste em parafusos de esferas e servocontrolo. Isso garante repetibilidade elevada, inimaginável nos primeiros tornos de motor. Domine as formas de rosca: Acme, trapezoidal, quadrada, contraforte e de esferas. Mantenha disciplina na lubrificação e inspeções; meça folga e erro de passo. Escolha materiais e revestimentos adequados ao ambiente de trabalho. Assim, o Torno entrega roscas calibradas e acabamentos que valorizam seu trabalho.