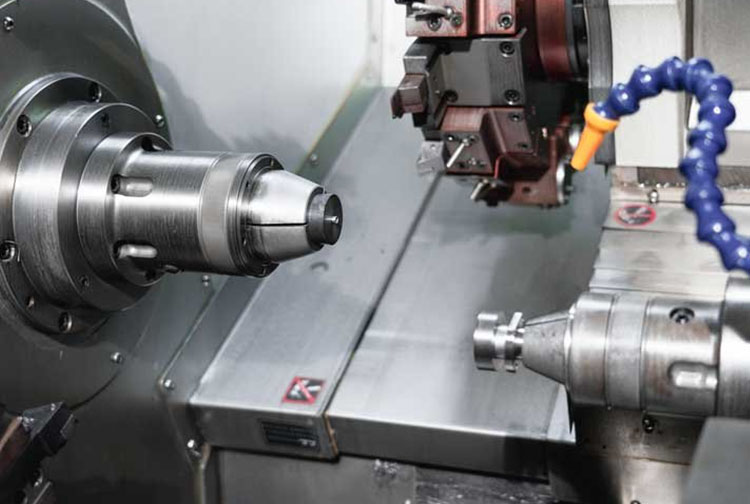
O Que é um Torno de Spindle Único?

Um torno de spindle único gira um único peça de trabalho por vez. O spindle segura e gira a peça, enquanto uma torre ou cabeça de ferramenta viva adiciona recursos de torneamento, perfuração e fresamento. Máquinas de spindle único são flexíveis: lidam com lotes pequenos, geometrias complexas e mudanças frequentes de design com fixação mínima. No entanto, peças complexas que exigem usinagem em ambas as extremidades geralmente precisam de reaparafusamento manual ou uma segunda estação.
O Que é um Torno Automático de Spindle Múltiplo?
Um torno automático de spindle múltiplo—também chamado máquina de parafuso—apresenta um tambor giratório com cinco, seis ou oito spindles independentes. Cada spindle carrega uma barra ou peça em bruto e, à medida que o tambor indexa, cada peça de trabalho se move através de uma sucessão de estações de ferramentas fixas. Em cada posição, uma ferramenta de corte oposta realiza uma operação. Uma vez que todas as operações são concluídas em uma revolução, a peça acabada cai. Como múltiplas operações acontecem em paralelo, os tempos de ciclo podem ser 4–6× mais rápidos do que em um torno de spindle único.
Compensações Econômicas e Operacionais
Custo de Capital e Espaço no Chão de Fábrica
Torno de Spindle Único
Custo de Capital: Mais baixo por unidade (tornos CNC de nível básico começam em torno de $50k–$100k).
Espaço: Pegada de uma máquina; adicionar operações requer máquinas separadas ou estações secundárias.
Torno Automático de Spindle Múltiplo
Custo de Capital: Maior investimento inicial (por exemplo, máquinas Davenport Modelo B ou híbridas geralmente excedem $200k).
Espaço: Usa um único espaço para processar seis ou oito peças por ciclo—equivalente a vários spindles únicos.
Mão de Obra, Tempo de Ciclo e Produção
Spindle Único
Mão de Obra: Pode requerer carregamento/descarregamento manual ou operação por robô; mais manuseio para peças de vários passos.
Tempo de Ciclo: Cada peça circula sequencialmente; adicionar recursos significa tempo adicional de operação.
Produção: Adequado para volumes baixos a médios (dezenas a centenas de peças por dia).
Spindle Múltiplo
Mão de Obra: Frequentemente automatizado com alimentadores de barras e robôs; manuseio mínimo até a conclusão do lote.
Tempo de Ciclo: Múltiplas peças avançam simultaneamente; cada indexação do tambor produz uma peça completa.
Produção: Ideal para altos volumes (milhares por dia), com tempos de ciclo tão baixos quanto 3–40 segundos por peça.
Quando Escolher Spindle Único sobre Spindle Múltiplo (e Vice-Versa)
Alta Variedade, Baixo Volume vs. Alto Volume, Baixa Variedade
Spindle Único
Cenário: Oficinas ou P&D onde dezenas de números de peça exclusivos mudam semanalmente.
Vantagem: Configuração rápida, programação direta e investimento de ferramentas mínimo.
Spindle Múltiplo
Cenário: Fixadores automotivos, implantes médicos ou pinos eletrônicos onde a demanda é constante e os volumes são altos.
Vantagem: Custo por peça extremamente baixo uma vez que a máquina está configurada; seis ou oito peças completas a cada ciclo.
Complexidade da Peça e “Uma vez e Pronto” vs. Células Especializadas
Spindle Único
Força: Realiza peças complexas de “uma vez e pronto” em uma única configuração—ferramentas vivas de eixo Y e sub-spindles permitem torneamento, fresamento, perfuração e corte sem relocação.
Limitação: Em volumes muito altos, o tempo de ciclo de um único spindle se torna um gargalo.
Spindle Múltiplo
Força: Posições de ferramentas especializadas processam uma operação por indexação; ótimo para características retas perfuradas, torneadas ou roscadas.
Limitação: Peças que exigem perfuração fora de centro frequente ou fresamento cinco eixos são menos adequadas (embora tornos de spindle múltiplo mais novos possam incorporar eixos Y ou sub-spindles).
Centros de Múltiplos Spindles para Fresamento: Estendendo o Conceito Além do Torneamento

Centros de Usinagem de Dois e Quatro Spindles
Centros de usinagem horizontais com dois, quatro ou mais spindles oferecem vantagens similares em fresamento. Cada spindle leva sua própria ferramenta de corte; dispositivos prendem várias peças fundidas ou placas para que, quando um spindle termine sua operação, a próxima peça já esteja em posição. Alguns fresadores de dois spindles manipulam chassis de alumínio ou bandejas de bateria, substituindo três fresadoras de spindle único em uma pegada pequena.
Complexidade do Dispositivo de Fixação e Utilização do Espaço
Fresadora de Spindle Múltiplo
Dispositivo de Fixação: Placa personalizada ou dispositivo rotativo prende várias peças em bruto simultaneamente.
Utilização do Espaço: Até 66% menos espaço no chão de fábrica para a mesma taxa de remoção de polegadas cúbicas em comparação com fresadoras de spindle único.
Energia: PCI-SCEMM relata que o fresamento de dois spindles pode consumir 36% menos eletricidade por peça do que duas fresadoras de spindle único.
Visão Geral Comparativa
| Critério | Torno/Fresa de Eixo Único | Torno/Fresadora multihusillo |
|---|---|---|
| Número de fusos | 1 | 2–8 (torneado) / 2–4 (fresado) |
| Volume ideal de produção | Baixo a Médio (<500 peças/semana) | Alto (miles/semana) |
| Configuração e troca | Rápido; ferramental modular, de fácil refixação | Más largo; fijación para múltiples piezas |
| Tempo de ciclo por peça | 30–180 segundos (varia) | 3–40 segundos (torneado); 10–60 segundos (fresado) |
| Eficiência da pegada | Uma máquina por especificação de peça | Una máquina reemplaza varios husillos individuales |
| Mão de obra e manuseamento | Mais movimentos do operador/robô | Manipulación mínima después de la carga de la barra o la fijación |
| Flexibilidade para famílias de peças | Alto; ajustes fáceis de programação | Moderado; preferible cuando las piezas comparten dimensiones clave |
| Mais adequado para | Prototipagem, alta variedade, personalização | Componentes básicos de gran volumen |
Conclusão

A arquitetura de spindle—único ou múltiplo—molda cada aspecto da estratégia de usinagem: desde o desembolso de capital e o espaço no chão de fábrica até o tempo de ciclo, os requisitos de mão de obra e a flexibilidade. Máquinas de spindle único se destacam quando a variedade de peças, a complexidade e as mudanças de design frequentes dominam o dia. Máquinas de spindle múltiplo brilham quando o volume é essencial e minimizar o custo por peça é fundamental. Ao usar a tabela de comparação e nosso guia para download, você pode alinhar o número de spindles com seus objetivos de fabricação, seja prototipagem rápida ou produção contínua em massa.